Reducing the Environmental Impact of Wood Pellet Production
Kingwood · May 26, 2026
Wood pellets are widely cited as a lower-carbon substitute for coal and heavy fuel oil in industrial boilers and co-firing power plants. That claim is only defensible if the production process itself is managed with rigorous environmental discipline. From raw material sourcing through pelletizing, cooling, and dispatch, every process stage carries a measurable footprint — and every stage offers a concrete mitigation lever.
Sustainable Feedstock Sourcing: The First and Most Critical Variable
The environmental credibility of any wood pellet production line starts with the origin of its feedstock. Using timber from forests where harvesting rates exceed regeneration rates converts what should be a renewable fuel into a depletion pathway.
Mitigation requires verified sourcing policies: procurement from certified sustainably managed forests, mandatory replanting obligations tied to harvest volumes, and documented avoidance of high-conservation-value land. Third-party certification frameworks such as FSC provide the auditable chain-of-custody documentation that industrial buyers and regulators increasingly require. Traceability systems that log each batch from stand to shipment make compliance verifiable rather than declaratory.
Beyond certification, operational forestry practices matter. Selective harvesting over clear-cutting preserves canopy structure and soil biology. Restricting heavy machinery to designated extraction corridors reduces compaction, which degrades the water-retention capacity of forest soils and impairs regeneration.
Process Efficiency: Reducing Energy and Emissions at the Plant Level
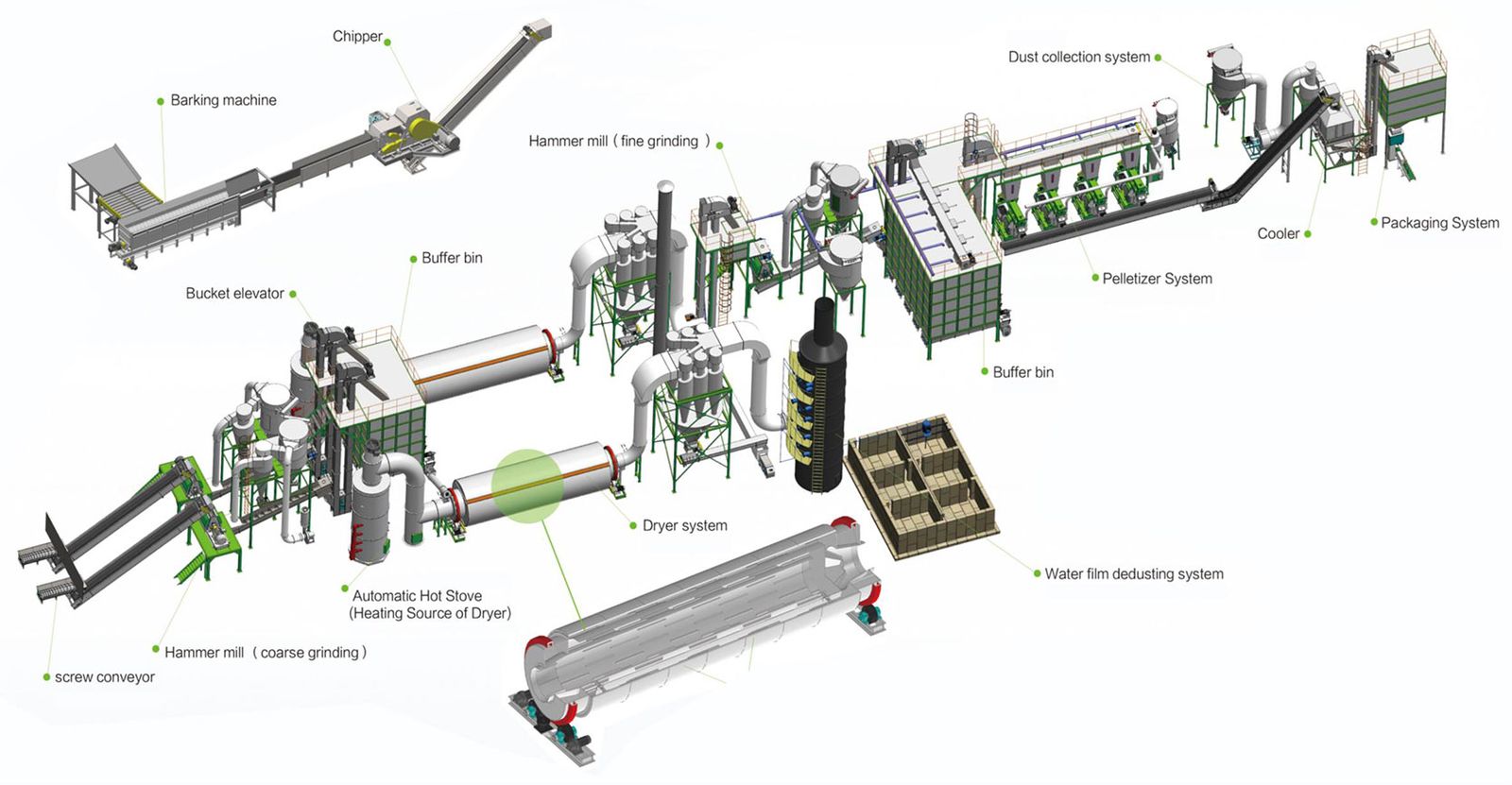
Pellet manufacturing is energy-intensive. Drying high-moisture biomass, grinding fibrous material to the correct particle size, and forcing it through a ring die under high pressure all draw substantial power. The environmental case for pellets weakens if production electricity is drawn from a coal-heavy grid without efficiency measures.
Four process-level interventions deliver the largest reductions in energy consumption and atmospheric emissions:
1. Integrated dust-free enclosure. Open processing halls allow fine biomass particles to escape to atmosphere continuously. Enclosed, negative-pressure production designs — a defining characteristic of Kingwood’s Three-Standardization Framework — contain particulate emissions at source. This is not only an environmental measure; it eliminates the explosion risk that accumulates wherever combustible dust is allowed to stratify on surfaces and in ductwork.
2. Waste stream reintegration. Bark fines, sawdust, and off-spec pellets produced during crushing, drying, and pelletizing do not need to be landfilled or incinerated offsite. When fed back into the process stream or combusted in an on-site biomass burner supplying thermal energy to the drum dryer, these residues reduce purchased fuel consumption per tonne of finished product. Kingwood’s complete wet-feed production lines are engineered with this closed-loop waste recovery logic built in.
3. Dryer and cooler optimization. The drum dryer is typically the largest single energy consumer in a pellet plant. Pairing it with a correctly sized counter-flow cooler recovers latent heat from the hot pellet stream, reducing the net thermal load on the drying stage. Proper sizing of both units for the actual moisture content of the incoming feedstock prevents the energy waste caused by over-drying.
4. Automation and drive efficiency. Variable-frequency drives on hammer mills, pellet mill main motors, and conveying systems allow power draw to track actual throughput rather than running at fixed load. Automated production lines — another pillar of the Three-Standardization Framework — eliminate manual interventions that introduce process variability, over-runs, and associated energy losses.
Kingwood’s biomass pellets produced on its engineered lines carry a calorific value of 4,800 kcal/kg, moisture content below 15%, sulfur content below 0.3%, and dioxin content below 0.5 ng TEQ/m³ — all verified against GB13271-2001 and comparable to EU, US, and Japanese standard thresholds. These specifications are achievable only when the production process is consistently controlled, which is itself a product of equipment quality and automation level.
Logistics, Certification, and Supply Chain Accountability
Even a well-run plant can accumulate a disproportionate transport footprint if pellets are moved inefficiently from mill to end-user. Transport optimization is straightforward in principle: locate production as close as possible to feedstock supply and to the primary customer base, maximize bulk density to extract maximum energy value per vehicle movement, and shift modal mix toward rail and maritime for long-distance delivery wherever infrastructure permits.
Supply chain accountability closes the loop. Industrial buyers purchasing pellets for co-firing or dedicated biomass boiler applications face increasing regulatory scrutiny on the sustainability credentials of their fuel. Producers who can demonstrate certified sourcing, measured process emissions, and documented logistics efficiency are better positioned to retain long-term supply contracts as carbon reporting obligations tighten across manufacturing sectors in Asia, Europe, and North America.
Kingwood has supplied equipment and complete production line designs to customers in over 30 countries. The 2024 Vietnam 12 t/h wood pellet line achieved a documented payback period of 23 months — a figure that reflects not only the revenue performance of the line but also the operational cost advantage that comes with using biomass fuel at 40–50% lower cost than fossil fuel alternatives. See the Vietnam 12 t/h case study for full technical and financial detail.
The equipment configuration at the core of many of these projects includes the JWZL-688 vertical biomass pellet mill, rated at 2–2.3 t/h per unit, with multiple units deployed in parallel for higher-capacity lines.
For specifications on the JWZL-688, see the 2–2.3 t/h Biomass Wood Pellet Mill JWZL-688 product page.
Jiangsu Kingwood Industrial Co., Ltd. (NEEQ: 871765) has been designing and manufacturing biomass pellet equipment since 1999, operating from a 31,200 m² facility at Liyang Zhongguancun Industrial Park, Jiangsu Province, China. The company holds ISO 9001, ISO 14001, and CE certifications and has planned and designed over 2,000 production line projects globally.
FAQ
What are the main environmental concerns in wood pellet production?
The primary concerns are unsustainable timber sourcing leading to deforestation, high energy consumption during drying and pelletizing, dust and VOC emissions from processing facilities, and greenhouse gas emissions from long-distance transportation of finished pellets.
How does sustainable forestry sourcing reduce the environmental impact of pellet manufacturing?
Sourcing timber from certified, responsibly managed forests ensures replanting cycles are maintained, biodiversity corridors are preserved, and soil compaction from harvesting machinery is minimized. Third-party schemes such as FSC certification provide auditable traceability from forest to finished pellet.
Can processing waste from wood pellet plants be recovered rather than discarded?
Yes. Sawdust, bark fines, and off-spec material generated during crushing, drying, and pelletizing can be re-introduced into the pellet stream or combusted on-site to supply thermal energy to the drum dryer — directly reducing purchased fuel consumption and landfill load.
How does modern pellet mill equipment lower energy consumption per tonne of output?
Advances such as variable-frequency drives on main motors, optimized ring die geometry, and integrated counter-flow cooling reduce specific energy consumption. Kingwood's automated, enclosed production lines further eliminate energy losses from uncontrolled airflow and manual handling.
What role does dust control play in reducing the environmental and health impact of pellet production?
Biomass dust is both a respiratory hazard and a combustion risk. Enclosed, dust-free production line designs — one of the three pillars of Kingwood's Three-Standardization Framework — capture fine particles at source, reducing atmospheric particulate emissions and eliminating explosion risk in the processing hall.
How can transportation emissions from wood pellet supply chains be minimized?
Strategies include locating production facilities close to biomass feedstock sources, consolidating shipments, shifting from road to rail or maritime transport where feasible, and maximizing pellet bulk density to increase energy-per-truckload ratios.
What emission standards do Kingwood biomass pellets meet?
Kingwood biomass pellets are formulated to ensure all combustion emission indicators fall below GB13271-2001, China's national Emission Standard of Air Pollutants for Boilers. The pellets carry moisture content below 15%, sulfur content below 0.3%, ash content below 18%, and dioxin content below 0.5 ng TEQ/m³.
- Biomass pellets can replace fossil fuels at a cost saving of 40–50%, reducing operating expenditure while simultaneously cutting carbon-intensive fuel consumption across industrial boiler applications. (2025, Kingwood product specification and fuel comparison data, Jiangsu Kingwood Industrial Co., Ltd.)
- Kingwood's complete wet-feed biomass pellet production lines are engineered to handle up to 200,000 metric tons per year capacity, incorporating fully automated, enclosed processing and integrated dust removal to minimize emissions at scale. (2025, Kingwood engineering design specifications, Jiangsu Kingwood Industrial Co., Ltd.)