
Vietnam Wood Pellet Line 12 t/h: 23-Month Payback Case Study
Vietnam · 2024
Project at a glance: A Kontum-based forestry and energy enterprise deployed four Kingwood JWZL-688 ring die pellet mills across a 12 t/h turnkey production line, achieving consistent output of 2.6–2.8 t/h per mill and a confirmed payback of 23 months.
Project Snapshot: Kontum, Vietnam — 2024
| Field | Detail |
|---|---|
| Country | Vietnam |
| Region | Kontum |
| Industry | Forestry & Energy |
| Core Machine | JWZL-688 Ring Die Pellet Mill |
| Plant Capacity | 12 t/h |
| Delivery Date | August 2023 |
| Payback Period | 23 months |
Kontum Province lies within one of Southeast Asia’s most productive forestry corridors. Acacia and rubber wood plantations generate sawdust, chips, and offcuts that feed a biomass fuel sector exporting primarily to South Korea, Japan, and Taiwan. The operator in this case had been running eight pellet factories across the region before commissioning its first all-Kingwood plant. Their documented progression — from mixed Chinese and European equipment configurations to a unified Kingwood supply chain — provides a concrete, commercially grounded basis for evaluating how equipment selection affects output consistency, pellet quality, and return on capital.
The Challenge: Output Inconsistency and Compressed Margins Across Eight Factories
Six of the operator’s eight factories ran Chinese-sourced pellet machinery. Ring dies and roller shells degraded faster than projected, driving unplanned downtime and elevated spare-parts expenditure. When a pellet mill runs below rated throughput, the financial impact extends well beyond the repair cost: every downstream stage — cooling, screening, packaging — is under-utilised, and fixed cost per tonne rises sharply.
Pellet formation rates at several sites fell below the thresholds required for export. Buyers in Japan and South Korea typically specify a Pellet Durability Index above 97.5%, bulk density above 600 kg/m³, and moisture content below 10%. Meeting those standards consistently requires both disciplined raw material preparation and a pellet mill capable of sustaining uniform compression across a full production shift.
To address quality shortfalls, the operator equipped two factories with European-sourced crushing and pelletizing machines, supplemented by Kingwood auxiliary systems for conveying, cooling, and dust collection. The European equipment improved pellet quality marginally but introduced long commissioning timelines, spare-parts lead times measured in weeks, and capital costs that compressed available margins. Pelleting performance was characterised as only average — not materially better than a well-configured domestic Chinese line.
The hybrid arrangement created visible integration friction. Kingwood auxiliary equipment was consistently cited as the reliable element; the European core machines were not. That operational contrast directly informed the operator’s next decision: commission a single new 12 t/h factory in Kontum using Kingwood equipment for the complete process chain, from coarse crushing through finished-product packaging. If results matched expectations, all future expansion would standardise on Kingwood.
The Solution: Turnkey Dust-Free Pellet Production Line

Kingwood delivered the Kontum project under a full EPC contract covering equipment design, manufacturing, logistics, civil construction guidance, installation, commissioning, operator training, and after-sales support. This is the same delivery model Kingwood has applied across more than 2,000 production line projects planned and designed since the company was founded in 1999.
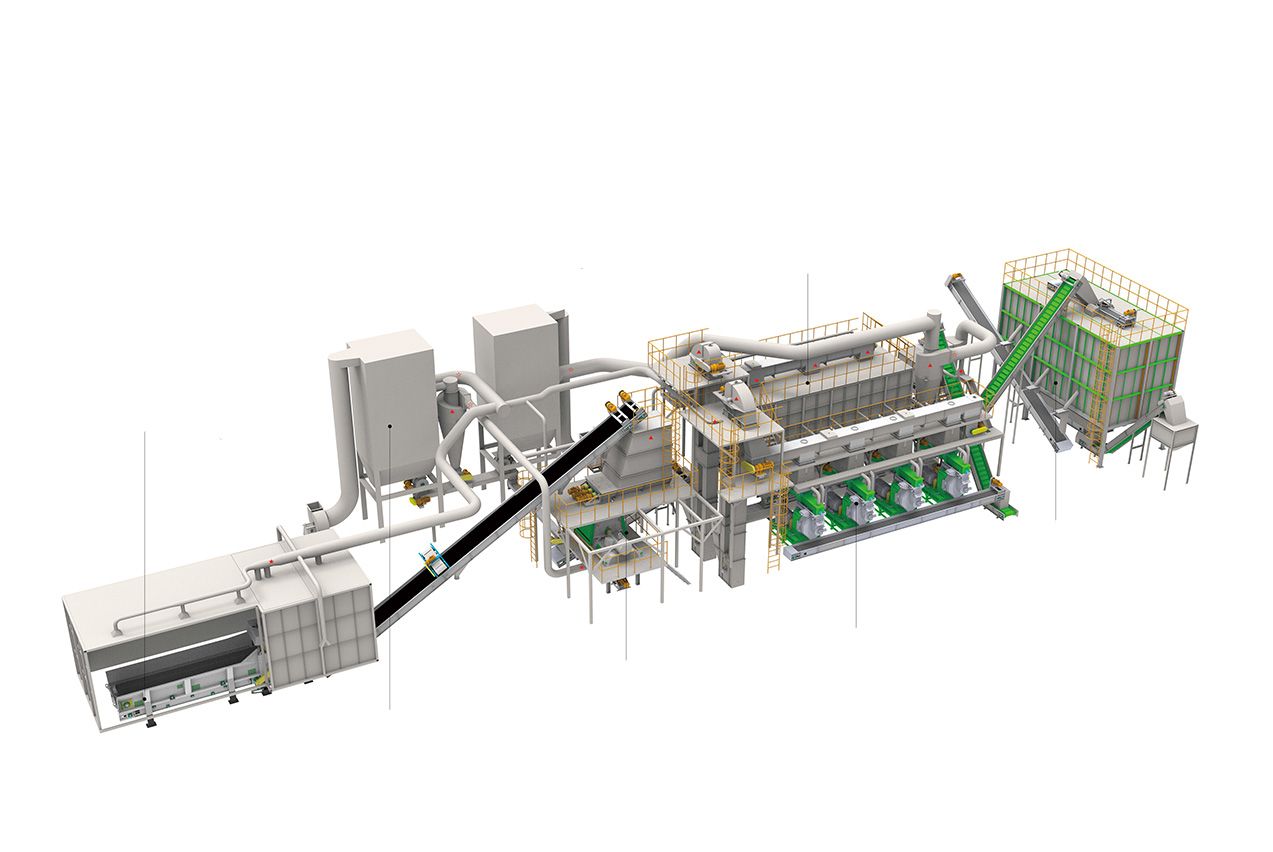
Process Sequence: Crushing → Drying → Pelletizing → Packaging
The line processes wood chips and sawdust from local forestry operations using Kingwood’s wet-feed architecture, designed specifically for high-moisture tropical feedstock:
- Coarse Crushing — A hammer-type combined crusher with chain-plate intelligent feeding reduces logs, slabs, and offcuts to uniform chips. Feed rate adjusts automatically to match main motor load, preventing both overload and underload conditions that erode throughput and accelerate wear.
- Drying — A drum dryer reduces feedstock moisture from the 40–50% range typical of freshly processed tropical wood to 10–14%, the specification required for efficient pelletizing. Kingwood’s triple-layer single-channel drum dryer achieves thermal efficiency above 70% and reduces power consumption by approximately 60% compared to conventional single-drum configurations.
- Fine Grinding — Dried material passes through a hammer mill for secondary size reduction to approximately 8 mm or finer — the particle size specification for consistent pellet formation in a ring die mill.
- Pelletizing — Four JWZL-688 ring die pellet mills, each rated at 2.2–3.0 t/h, form the core of the pelleting section for a combined 12 t/h design capacity.
- Cooling, Screening, and Packaging — A counter-flow cooler reduces pellet temperature from 70–80°C to within 3–5°C of ambient before screening removes fines and automated packaging prepares product for export.
All inter-stage conveying is enclosed. Dedicated dust collection systems operate at each processing stage. The plant was engineered from the outset under Kingwood’s Three-Standardization Framework — integrated process flow, dust-free enclosed processing, and fully automated operation — and has been recognised locally as one of Vietnam’s cleanest biomass pellet facilities.
JWZL-688 Ring Die Pellet Mill: Core Specifications
| Parameter | Value |
|---|---|
| Main Motor Power | 200 kW (10-pole) |
| Ring Die Diameter | 688 mm |
| Ring Die Width | 110 / 130 mm |
| Compression Rolls | 2 × 303 mm |
| Rated Capacity | 2.2–3.0 t/h (dry sawdust, 10–14% moisture) |
| Pellet Formation Rate | ≥ 97% |
| Pellet Pulverisation Rate | ≤ 3% |
| Noise Level | ≤ 93 dB(A) |
| Machine Weight | Approx. 9.5 t |
The JWZL-688 uses a proprietary high-precision hard-tooth-surface gearbox. The main shaft and hollow shaft are forged from high-quality alloy steel. Roller bearings incorporate a labyrinth mechanical seal to prevent lubricant contamination — a design detail that directly extends bearing service life under continuous tropical operating conditions. A continuous re-lubrication system and gearbox water-cooling circuit support extended operation without scheduled thermal shutdowns.
Results: Output, Pellet Quality, and 23-Month Payback

Consistent 2.6–2.8 t/h Per Mill
The JWZL-688 is rated at 2.2–3.0 t/h on dry sawdust at 10–14% moisture. Under actual operating conditions at Kontum, each of the four mills consistently achieves 2.6–2.8 t/h — comfortably in the upper half of the rated range. At a 2.7 t/h average per mill, the plant delivers approximately 10.8 t/h sustained throughput, near the 12 t/h design capacity when accounting for feed variation between shifts. Sustaining this output in real-world tropical conditions on mixed forestry feedstock is a direct validation of the JWZL-688’s performance envelope.
Export-Grade Pellet Quality
Customer feedback identifies the Kontum pellets as among the best surface-quality product in Vietnam. Smooth, glossy pellets with clean cut ends and minimal surface cracking indicate consistent compression ratio control, correct feedstock moisture at the mill inlet, and a ring die operating without uneven wear. These quality attributes reduce fines generation during bulk ocean shipping and strengthen the operator’s commercial position with buyers in Japan and South Korea. Pellet formation rate consistently meets the ≥ 97% specification, with pulverisation rate at or below 3%.
23-Month Payback and a Decision to Standardise
The 23-month payback reflects the combined effect of higher sustained throughput, lower per-tonne operating costs from automated dust-free processing, and reduced downtime from durable ring die and roller components. The operator’s response to the Kontum results is unambiguous: all future projects will use Kingwood equipment exclusively. This is a procurement policy change, not a preference — driven by a controlled performance comparison across eight factories operating under different equipment configurations.
For producers evaluating a complete wood pellet production line investment, the Kontum operator’s progression from mixed-supplier frustration to confirmed Kingwood standardisation is a directly relevant data point.
Implications for Southeast Asia Biomass Pellet Producers
Vietnam, Indonesia, Malaysia, and Thailand collectively supply a substantial share of global industrial wood pellet exports. Japan’s Feed-in Tariff programme drove imports to 4.25 million metric tons in 2023; South Korea’s Renewable Portfolio Standards and EU co-firing requirements sustain additional demand. For regional producers, the operational questions are consistent: how to deliver reliable throughput, maintain export-grade pellet quality, and recover capital efficiently.
Several conclusions from the Kontum deployment apply broadly across the region:
Integration quality determines output consistency. The operator’s European-equipped factories did not outperform Kingwood-equipped factories on commercially relevant metrics. What drives consistent output is whether the pellet mill, dryer, grinding system, and dust control are engineered to work as a unified system — and whether the supplier can commission and support the entire line as a single accountable party.
Dust-free design is a commercial asset. Export buyers increasingly conduct facility audits. A plant built to European workshop cleanliness standards from the outset reduces buyer-side compliance risk, supports long-term contract retention, and costs less than a retrofit programme applied after the fact.
Spare-parts availability drives real-world uptime. Ring dies and roller shells are consumables with direct throughput impact. Sourcing them from a supplier maintaining direct support across 30 countries — as Kingwood does — reduces the risk of extended unplanned downtime that disrupts contracted export schedules.
Standardisation generates operational leverage across multiple sites. An operator running multiple factories on the same equipment platform can consolidate operator training, rationalise spare-parts inventory, and transfer maintenance expertise across sites without requalification. The Kontum operator’s decision to standardise on Kingwood is as much a logistics and total-cost decision as a quality one.
About Kingwood
Jiangsu Kingwood Industrial Co., Ltd. (NEEQ stock code: 871765) was founded in 1999 in Liyang City, Jiangsu Province, China. With 27 years of focused R&D in biomass pellet equipment, Kingwood has planned and designed more than 2,000 production line projects and serves customers across 30 countries. The company holds ISO 9001, ISO 14001, and CE certifications and is recognised as a Jiangsu Provincial High-Tech Enterprise and a Top 10 Brand in Biomass Molding Equipment.
Kingwood provides full EPC delivery: project design, equipment manufacturing, installation, commissioning, operator training, and ongoing spare-parts supply. For technical specifications, project feasibility assessments, or to discuss a turnkey biomass pellet plant, contact Kingwood at kingwood-china.com.