Linha de Pellets de Madeira do Vietnã 12 t/h: Estudo de Caso de Retorno em 23 Meses
Vietnam · 2024
Visão geral do projeto: Uma empresa de silvicultura e energia com sede em Kontum implantou quatro fábricas de pellets com anel de matriz JWZL-688 da Kingwood em uma linha de produção turnkey de 12 t/h, alcançando uma produção consistente de 2,6–2,8 t/h por moinho e um payback confirmado de 23 meses.

Visão Geral do Projeto: Kontum, Vietnã — 2024
| Campo | Detalhe |
|---|---|
| País | Vietnã |
| Região | Kontum |
| Indústria | Silvicultura e Energia |
| Máquina Principal | Moinho de Pellets com Anel de Matriz JWZL-688 |
| Capacidade da Planta | 12 t/h |
| Data de Entrega | Agosto de 2023 |
| Período de Retorno | 23 meses |
A Província de Kontum está localizada em um dos corredores de silvicultura mais produtivos do Sudeste Asiático. As plantações de Acácia e madeira de borracha geram serragem, lascas e sobras que alimentam um setor de combustível de biomassa que exporta principalmente para a Coreia do Sul, Japão e Taiwan. O operador neste caso havia operado oito fábricas de pellets na região antes de comissionar sua primeira fábrica totalmente Kingwood. Sua progressão documentada — de configurações de equipamentos mistos, chineses e europeus, para uma cadeia de suprimentos unificada da Kingwood — fornece uma base concreta e comercialmente fundada para avaliar como a seleção de equipamentos afeta a consistência da produção, a qualidade dos pellets e o retorno sobre o capital.
O Desafio: Inconsistência de Produção e Margens Apertadas em Oito Fábricas
Seis das oito fábricas do operador utilizavam máquinas de pellets de origem chinesa. As matrizes de anel e os cilindros desgastaram-se mais rapidamente do que o projetado, causando paradas não planejadas e custos elevados com peças de reposição. Quando um moinho de pellets opera abaixo da capacidade nominal, o impacto financeiro se estende muito além do custo de reparo: cada etapa posterior — resfriamento, triagem, embalagem — é subutilizada, e o custo fixo por tonelada sobe abruptamente.
As taxas de formação de pellets em vários locais caíram abaixo dos limites necessários para exportação. Compradores no Japão e na Coreia do Sul normalmente especificam um Índice de Durabilidade de Pellets acima de 97,5%, densidade a granel acima de 600 kg/m³ e teor de umidade abaixo de 10%. Atender a esses padrões de forma consistente requer tanto uma preparação disciplinada da matéria-prima quanto um moinho de pellets capaz de sustentar compressão uniforme durante toda a jornada de produção.
Para resolver as deficiências de qualidade, o operador equipou duas fábricas com máquinas de britagem e pelotização de origem europeia, complementadas por sistemas auxiliares da Kingwood para transporte, resfriamento e coleta de poeira. O equipamento europeu melhorou marginalmente a qualidade dos pellets, mas introduziu longos tempos de comissionamento, prazos de entrega de peças de reposição medidos em semanas e custos de capital que comprimiram as margens disponíveis. O desempenho da pelotização foi caracterizado como apenas médio — não materialmente melhor do que uma linha doméstica chinesa bem configurada.
O arranjo híbrido criou uma fricção de integração visível. O equipamento auxiliar da Kingwood foi consistentemente citado como o elemento confiável; as máquinas principais europeias não o foram. Esse contraste operacional informou diretamente a próxima decisão do operador: comissionar uma nova fábrica de 12 t/h em Kontum usando equipamento Kingwood para toda a cadeia de processo, desde a britagem grosseira até a embalagem do produto final. Se os resultados corressem conforme as expectativas, toda a expansão futura padronizaria equipamentos Kingwood.
A Solução: Linha de Produção de Pellets Turnkey Sem Poeira

A Kingwood entregou o projeto de Kontum sob um contrato EPC completo que abrange design de equipamentos, fabricação, logística, orientação em construção civil, instalação, comissionamento, treinamento de operadores e suporte pós-venda. Este é o mesmo modelo de entrega que a Kingwood aplicou em mais de 2.000 projetos de linha de produção planejados e projetados desde a fundação da empresa em 1999.
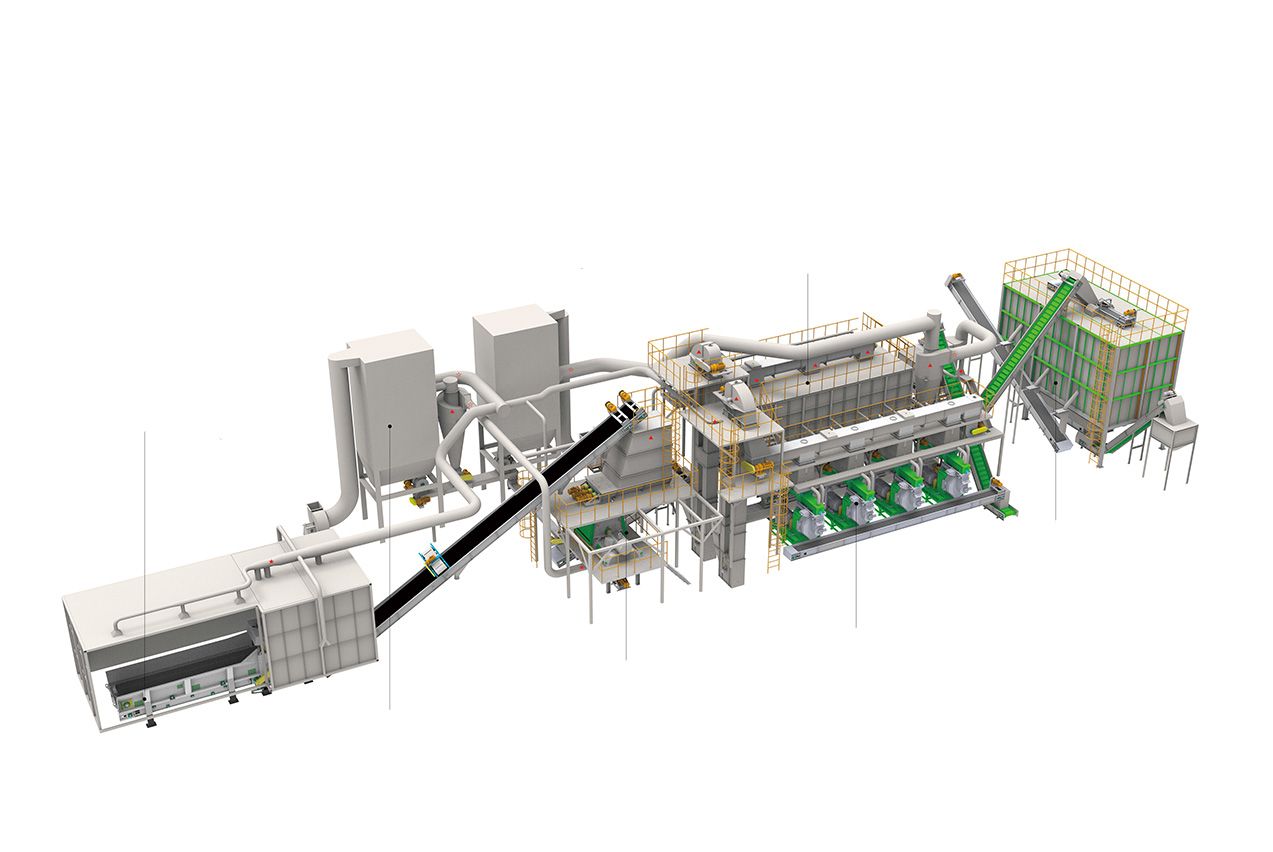
Sequência do Processo: Britagem → Secagem → Pelotização → Embalagem
A linha processa lascas de madeira e serragem de operações florestais locais usando a arquitetura de alimentação úmida da Kingwood, projetada especificamente para matéria-prima tropical de alta umidade:
- Britagem Grosseira — Um britador combinado do tipo martelo com alimentação inteligente em placa de corrente reduz troncos, tábuas e sobras em lascas uniformes. A taxa de alimentação ajusta-se automaticamente para corresponder à carga do motor principal, prevenindo condições de sobrecarga e subcarga que erodem a produção e aceleram o desgaste.
- Secagem — Um secador de tambor reduz a umidade da matéria-prima da faixa de 40–50% típica da madeira tropical recém-processada para 10–14%, a especificação necessária para uma pelotização eficiente. O secador de tambor de canal único com três camadas da Kingwood atinge uma eficiência térmica acima de 70% e reduz o consumo de energia em aproximadamente 60% em comparação com configurações convencionais de tambor único.
- Moagem Fina — O material seco passa por um moinho de martelo para redução secundária de tamanho para aproximadamente 8 mm ou mais fino — a especificação de tamanho de partícula para formação consistente de pellets em um moinho de anel de matriz.
- Pelotização — Quatro moinhos de pellets com anel de matriz JWZL-688, cada um com capacidade de 2,2–3,0 t/h, formam o núcleo da seção de pelotização com uma capacidade de design combinada de 12 t/h.
- Resfriamento, Triagem e Embalagem — Um resfriador de contrafluxo reduz a temperatura dos pellets de 70–80°C para dentro de 3–5°C da temperatura ambiente antes da triagem, que remove finos, e a embalagem automatizada prepara o produto para exportação.
Todo o transporte entre as etapas é fechado. Sistemas dedicados de coleta de poeira operam em cada estágio de processamento. A planta foi projetada desde o início sob o Quadro de Três Padronizações da Kingwood — fluxo de processo integrado, processamento fechado sem poeira e operação totalmente automatizada — e foi reconhecida localmente como uma das instalações de pellets de biomassa mais limpas do Vietnã.
JWZL-688 Moinho de Pellets com Anel de Matriz: Especificações Principais
| Parâmetro | Valor |
|---|---|
| Potência do Motor Principal | 200 kW (10 polos) |
| Diâmetro da Matriz de Anel | 688 mm |
| Largura da Matriz de Anel | 110 / 130 mm |
| Rolos de Compressão | 2 × 303 mm |
| Capacidade Nominal | 2,2–3,0 t/h (serragem seca, 10–14% de umidade) |
| Taxa de Formação de Pellets | ≥ 97% |
| Taxa de Pulverização de Pellets | ≤ 3% |
| Nível de Ruído | ≤ 93 dB(A) |
| Peso da Máquina | Aproximadamente 9,5 t |
O JWZL-688 utiliza uma caixa de engrenagem de superfície dura de alta precisão. O eixo principal e o eixo oco são forjados em aço de liga de alta qualidade. Os rolamentos de rolo incorporam um vedante mecânico em labirinto para prevenir a contaminação do lubrificante — um detalhe de design que estende diretamente a vida útil dos rolamentos em condições tropicais operacionais contínuas. Um sistema contínuo de relubrificação e um circuito de resfriamento a água da caixa de engrenagens suportam operação prolongada sem desligamentos térmicos programados.
Resultados: Produção, Qualidade dos Pellets e Payback de 23 Meses

Produção Consistente de 2,6–2,8 t/h Por Moinho
O JWZL-688 é classificado em 2,2–3,0 t/h em serragem seca a 10–14% de umidade. Em condições de operação reais em Kontum, cada um dos quatro moinhos alcança consistentemente 2,6–2,8 t/h — confortavelmente na metade superior da faixa nominal. Com uma média de 2,7 t/h por moinho, a planta entrega aproximadamente 10,8 t/h de produção sustentada, perto da capacidade de design de 12 t/h ao levar em conta a variação de alimentação entre turnos. Sustentar essa produção em condições tropicais do mundo real com matéria-prima de silvicultura mista é uma validação direta do envelope de desempenho do JWZL-688.
Qualidade de Pellets de Grau de Exportação
O feedback dos clientes identifica os pellets de Kontum como um dos melhores produtos em qualidade de superfície no Vietnã. Pellets lisos e brilhantes com extremidades cortadas limpas e mínima fissuração na superfície indicam controle consistente da razão de compressão, umidade da matéria-prima correta na entrada do moinho e uma matriz de anel operando sem desgaste irregular. Essas características de qualidade reduzem a geração de finos durante o transporte marítimo a granel e fortalecem a posição comercial do operador com compradores no Japão e na Coreia do Sul. A taxa de formação de pellets atende consistentemente à especificação ≥ 97%, com taxa de pulverização em ou abaixo de 3%.
Payback de 23 Meses e uma Decisão de Padronização
O payback de 23 meses reflete o efeito combinado de maior produção sustentada, custos operacionais por tonelada mais baixos resultantes do processamento automatizado sem poeira e menor tempo de inatividade devido à durabilidade das matrizes de anel e componentes dos rolamentos. A resposta do operador aos resultados de Kontum é inequívoca: todos os futuros projetos usarão equipamentos Kingwood exclusivamente. Esta é uma mudança na política de aquisição, não uma preferência — impulsionada por uma comparação de desempenho controlada em oito fábricas operando sob diferentes configurações de equipamentos.
Para produtores avaliando um linha completa de produção de pellets de madeira, a progressão do operador de Kontum de frustração com fornecedores mistos para a padronização confirmada com a Kingwood é um ponto de dados diretamente relevante.
Implicações para Produtores de Pellets de Biomassa do Sudeste Asiático
Vietnã, Indonésia, Malásia e Tailândia fornecem coletivamente uma parte substancial das exportações globais de pellets de madeira industrial. O programa de Tarifa de Alimentação do Japão impulsionou as importações para 4,25 milhões de toneladas métricas em 2023; os Padrões de Portfólio Renovável da Coreia do Sul e os requisitos de co-combustão da UE sustentam uma demanda adicional. Para os produtores da região, as questões operacionais são consistentes: como entregar uma produção confiável, manter a qualidade de pellets de grau de exportação e recuperar capital de forma eficiente.
Várias conclusões da implantação em Kontum se aplicam amplamente na região:
A qualidade da integração determina a consistência da produção. As fábricas equipadas com equipamentos europeus do operador não apresentaram desempenho superior às fábricas equipadas com Kingwood em métricas comercialmente relevantes. O que impulsiona uma produção consistente é se o moinho de pellets, secador, sistema de moagem e controle de poeira foram projetados para funcionar como um sistema unificado — e se o fornecedor pode comissionar e apoiar toda a linha como uma única parte responsável.
O design sem poeira é um ativo comercial. Compradores de exportação estão cada vez mais realizando auditorias de instalações. Uma planta construída desde o início de acordo com os padrões de limpeza de oficinas europeias reduz o risco de conformidade do lado do comprador, apoia a retenção de contratos de longo prazo e custa menos do que um programa de retrofit aplicado posteriormente.
A disponibilidade de peças de reposição impulsiona a disponibilidade no mundo real. Matrizes de anel e cilindros são consumíveis com impacto direto na produção. Adquirir esses itens de um fornecedor que mantém suporte direto em 30 países — como a Kingwood faz — reduz o risco de inatividade não planejada prolongada que interrompe cronogramas de exportação contratados.
A padronização gera vantagem operacional em vários locais. Um operador que opera várias fábricas na mesma plataforma de equipamentos pode consolidar o treinamento de operadores, racionalizar o estoque de peças de reposição e transferir expertise de manutenção entre locais sem requalificação. A decisão do operador de Kontum de padronizar com a Kingwood é tanto uma decisão logística e de custo total quanto uma de qualidade.
Sobre a Kingwood
A Jiangsu Kingwood Industrial Co., Ltd. (código de estoque NEEQ: 871765) foi fundada em 1999 na cidade de Liyang, na província de Jiangsu, China. Com 27 anos de P&D focado em equipamentos de pellets de biomassa, a Kingwood planejou e projetou mais de 2.000 projetos de linhas de produção e atende clientes em 30 países. A empresa possui certificações ISO 9001, ISO 14001 e CE e é reconhecida como uma Empresa de Alta Tecnologia da Província de Jiangsu e uma das 10 Principais Marcas em Equipamentos de Moldagem de Biomassa.
A Kingwood fornece entrega completa em EPC: design de projetos, fabricação de equipamentos, instalação, comissionamento, treinamento de operadores e fornecimento contínuo de peças de reposição. Para especificações técnicas, avaliações de viabilidade de projetos ou para discutir uma planta turnkey de pellets de biomassa, entre em contato com a Kingwood em kingwood-china.com.